
Задаволены
- Мова машынабудавання
- Асноўная тэрміналогія праектавання і пабудовы штампаў
- Штампоўка Прэс
- Націсніце Stroke
- Памерці
- Кастынгі
- Die Detail
- Фрэзераванне і апрацоўка
- Асноўны дызайн
- Пусты малюнак
- Абрэзаць памерці
- Абрэзаць сталі
- Абсталяванне для пірса
- Die Cam
- Пытанні і адказы
Джэйсан Маровіч працаваў чарцёжнікам і аператарам САПР у 1990 - 2005 гадах у галіне аўтамабільнай тэхнікі.
Мова машынабудавання
Існуе нейкая псеўдамова, якая распрацавана ў індустрыі штампоўкі металаў. Для неадмыслоўца, які яшчэ не ўдакладніў, як вырабляюцца дэталі з ліставога металу, слухаць, як хтосьці гаворыць пра гэта, можа быць як слухаць таго, хто размаўляе на замежнай мове.
Гэта кіраўніцтва было напісана, каб дапамагчы тым, хто хоча ведаць, пра што кажуць інжынеры і рабочыя завода, калі яны абмяркоўваюць штампоўку ліставога металу і станкі, якія выконваюць працэсы штампоўкі, фармавання, абрэзкі, фланцавання, праколвання і рэстрыгавання ліставога металу.
Машынабудаванне - адно з тых рамёстваў, для поўнага разумення якога патрэбныя гады. Прынамсі, грубае веданне металургіі, сістэм ціску, апрацоўкі сталі і адліўкі - усё гэта інструменты, якімі валодаюць дызайнеры і будаўнікі.
Камп'ютэрныя тэхналогіі далі неадмыслоўцу магчымасць праглядаць трохмерныя мадэлі штамповачных прэсаў і штампаў. Гэтыя праграмы віртуальнага дызайну маюць вырашальнае значэнне для таго, каб дазволіць іншым сачыць за стадыяй на розных этапах яе распрацоўкі і зборкі. Але калі вы паняцця не маеце, якія кампаненты вы разглядаеце і для якой мэты яны служаць, вам будзе цяжка сачыць за чыімі-небудзь тлумачэннямі машыны, проста таму, што так шмат імёнаў і слоў, якія выкарыстоўваюцца ў машынабудаванні, невядомыя чалавек, які не быў працяглым уздзеяннем металу штампоўкі.
Яшчэ больш асноўнае ўвядзенне ў штампоўку ліставым металам у аўтамабільнай прамысловасці чытайце "Штампоўка: асноўнае тлумачэнне металічных штампаў для штампоўкі"Гэта кіраўніцтва створана, каб дапамагчы людзям зразумець самыя асноўныя паняцці таго, як аўтамабільная дэталь, вырабленая з ліставога металу, пераходзіць ад канцэпцыі да вытворчасці і выступае ў якасці навучальнага ўклада ў гэты артыкул.
Асноўная тэрміналогія праектавання і пабудовы штампаў
Наступныя тэрміны ў парадку карыснасці; ім загадана дапамагчы незнаёмаму чалавеку з тыпамі механічных штампаў і іх ужываннем у якасці інструментаў для вырабу штампованых металічных дэталяў.
Штампоўка Прэс
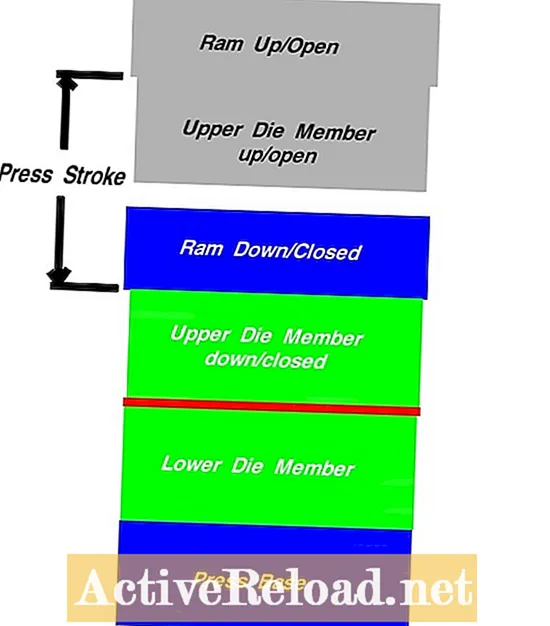
Гэта машына, да якой прымацоўваецца гатовы набор штампаў. Дно прэса, альбо аснова, нерухома. Верхні баран рухаецца ўверх і ўніз і забяспечвае ціск, неабходны для фарміравання альбо ўтрымання металічнага месца на ніжняй палове плашчакі, якая ўсталяваная на нерухомым падставе. Верхні элемент штампа замацаваны на барані, рухаючыся разам з ім уверх і ўніз.
Націсніце Stroke
Таран прэса рухаецца ўніз, пакуль верхні элемент штампа не зачыніцца на ніжнім штампам. Затым баран вяртаецца, адкрываючы плашку і дазваляючы зняць гатовую дэталь. Затым у плашку кладуць новую нарыхтоўку. Кожны цыкл уверх і ўніз выконваецца па аднолькавых характарыстыках у залежнасці ад тыпу прэса. Адлегласць, якую баран праходзіць альбо ўверх, альбо ўніз, - гэта ход прэса.
Вялікія прэсы звычайна маюць вялікую адлегласць ходу прэса. Іншым важным фактарам націску прэса з'яўляюцца ўдары ў хвіліну. Розныя прэсы маюць розныя варыяцыі хуткасці, і два фактары, адлегласць ходу прэса і ход націску ў хвіліну, старанна ўлічваюцца, перш чым інжынеры штампа пачнуць працу над плашкамі, якія будуць усталяваны на карэтку прэса і таран.
Памерці
Гэтыя памеры звычайна адносяцца да верхняй і ніжняй пласцін - астатнія кампаненты матрыцы замацаваны. Гэта альбо наборы штампаў, зробленыя са сталі, альбо чыгунная абутак. Жалеза таннейшае, чым сталь, таму, калі патрабуецца вялікая плашка, яна, хутчэй за ўсё, будзе зроблена з жалеза. Меншыя наборы штампаў вырабляюцца з сталі і часта прадаюцца ў выглядзе поўных камплектаў штампаў з накіроўвалымі штыфтамі і прадугледжанымі адтулінамі або адтулінамі. Памеры штампа ўключаюць у сябе агульны памер штампа і памер набору штампаў. Калі верхняя жалезная абутак таўшчынёй 50 мм, даўжынёй 1200 мм і даўжынёй 800 мм, памеры будуць выглядаць так: 50 х 1200 х 800. Адліваныя плашкі можна лёгка сканструяваць на любы памер, тады як сталёвыя наборы плашчакоў прадаюцца розных памераў, выбраўшы правільна, часам можа апынуцца выклікам.
Кастынгі
Калі было прынята рашэнне распрацаваць плашку з жалеза, часткі плашчакі называюцца адлівамі. Сюды не ўваходзяць стандартныя вырабы, такія як штампоўкі або ахоўныя блокі, якія звычайна вырабляюцца са сталі. Чыгунныя адліўкі - гэта недапрацаваны метал, які можна апрацоўваць у розных месцах, дзе патрабуецца чыстая паверхня (г.зн. мантажная паверхня).
Праектаванне адлівак патрабуе ад інжынера ўліку вагі, трываласці сцен, памеру стрыжня і кошту. Пасля зацвярджэння дызайну адлівак ён выцягваецца альбо адлучаецца ад агульнай канструкцыі і атрымлівае ўласны кампутарны файл. Гэты файл накіроўваецца ў ліцейны завод, дзе разліваюць жалеза з дакладнасцю да спецыфікацый, дадзеных крыніцай праекта. Калі прас астыне, чарнавы аб'ём трохмернай канструкцыі гатовы да далейшай працы машыністаў.
Die Detail
Звычайна гэта адліўкі, выцягнутыя з агульнай канструкцыі, як апісана вышэй. Але яны могуць уключаць сталёвыя кампаненты. Кожны раз, калі чарцёж або 3D-мадэль дапамогуць будаўнікам лепш убачыць альбо зразумець праект, будаўнічая кампанія можа папрасіць асобныя пласты альбо файлы, якія дазволяць ім паглядзець асобна любы асноўны кампанент штампа. Напрыклад, верхняя накладка штампа адліваецца і вырабляецца з матэрыялу (напільнікаў, чарцяжоў), які паказвае яе не толькі ў тым выглядзе, у якім ён знаходзіцца ў штампах, але і асобна.
Фрэзераванне і апрацоўка
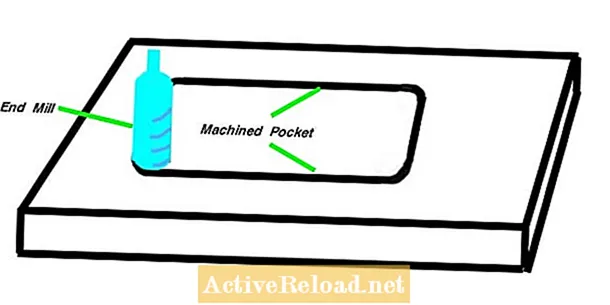
Акт аздаблення паверхні называецца механічнай апрацоўкай. Часта гэта атрымліваецца з дапамогай прадзільнага металарэза, які называецца фрэзай. Фрэзы можна выкарыстоўваць для разразання кішэняў на жалеза ці сталь, стварэння гатовых паверхняў па жорсткіх характарыстыках і праходжання шляхоў, запраграмаваных у яго кампутары, якія дазваляюць апрацоўваць вялікія паверхні гадзінамі, не спыняючыся.
На малюнку вышэй адзначце закругленыя куты кішэні, якая апрацоўваецца. Калі няма разбегу - спосаб, каб шлях разца быў бесперашкодным пры выдаленні альбо пераходзе да наступнай аперацыі, - куты будуць закруглены да таго ж радыуса, што і разак. Гэтыя інструменты не могуць зрабіць квадратныя куты, але ёсць інструменты для выпальвання дроту і іншыя варыянты.
Асноўны дызайн
Гэта адносіцца да практыкі, якую інжынеры-канструктары выкарыстоўваюць для асвятлення металу. Гэта значыць, можа быць стрыжань цвёрдага блока жалеза (яго можна палегчыць, выдаліўшы частку жалеза), пакуль ён не парушае трываласць жалеза ўнутры плашкі. Двума перавагамі распрацоўкі плашкі з інтэлектуальнай асноўнай схемай (шмат разоў у адпаведнасці са стандартамі кернінга, прадстаўленымі арганізацыяй, якая запытала дэталь) з'яўляюцца эканамічная эфектыўнасць жалеза і адчувальнасць вагі штампа.
Пусты малюнак
Гэта аперацыя, якую выконваюць выцягвальныя плашкі. Звычайна гэтыя плашкі - першая альбо другая пласціны ў любым складзе. Нефармаваная нарыхтоўка з ліставога металу загружаецца ў плашку і фармуецца ў адпаведнасці са спецыфікацыямі, прыведзенымі ў файле дадзеных дэталі. Штампы для выцягвання выкарыстоўваюць ціск для фарміравання металу. Плаваючая ніжняя накладка, якая сілкуецца ад сістэмы ціску пад ёй, з'яўляецца неад'емнай часткай любой пластыкі.Гэтая накладка можа быць выкарыстана для фарміравання металу супраць верхняга пуансона альбо яго можна выкарыстоўваць як "кольца" для захопу металу, калі пуансон спускаецца і ўтварае яго.
Абрэзаць памерці
Гэты тып штампа распрацаваны з акцэнтам на абразанне непажаданага металу з часткі. Абразальныя плашкі могуць быць выкарыстаны для выразання вялікіх адтулін, такіх як аконныя праёмы. Абрэзка да гатовай лініі абрэзкі часам ажыццяўляецца пры дапамозе больш чым адной пласціны для абрэзкі ў лінейцы. Дызайнеры зробяць усё магчымае, каб усе асноўныя аперацыі падразання рабіліся за адзін штамп, але часам гэта проста немагчыма.
Ёсць тры асноўныя тыпы аздаблення:
- Грубая абрэзка: Выразанне матэрыялу для павышэння эфектыўнасці і доступу пры наступнай аперацыі, канчатковай аздабленні.
- Заключнае абрэзка: Гэта аперацыя, калі дэталь падразаецца да канчатковай формы.
- Ўнутраная аздабленне: Звычайна гэта больш актыўна і патрабуе планіроўкі планіроўкі сталі, гэта акт выразання адтулін, якія знаходзяцца ўнутры канчатковай лініі аздаблення.
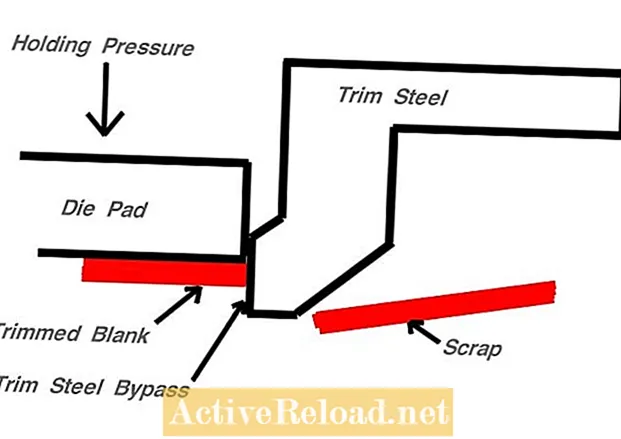
Абрэзаць сталі
Гэтыя кіруемыя сталёвыя кампаненты маюць мацавальную паверхню і ляза. Ляза, усталяваныя на верхняй плашцы альбо кулачку, дзейнічаюць як верхняя частка нажніц. Калі іх апускаюць на метал, яны сустракаюцца з ніжняй сталлю, якая выконвае ролю ніжняй сківіцы пары нажніц. Сталі злёгку ўводзяцца ў метал, каб абыйсці яго таўшчыню. Ліст, які пасля абрэзкі адпадае ад лініі абрэзкі, называецца ломам.
Абсталяванне для пірса
Калі ў панэлі патрабуюцца меншыя адтуліны, такія як круглыя або квадратныя адтуліны, выкарыстоўваецца штампоўка (умантаваная ў фіксатар штампа, які, у сваю чаргу, усталяваны на закрывальную паверхню штампа). Гэтыя загартаваныя сталёвыя пуансоны можна завастрыць, каб адзін пуан мог перажыць усю працэдуру штампоўкі, часам дзясяткі тысяч удараў. Абсталяванне Pierce звычайна адносіцца да мужчынскага пуансона, жаночай кнопкі і мантажных фіксатараў.
Die Cam
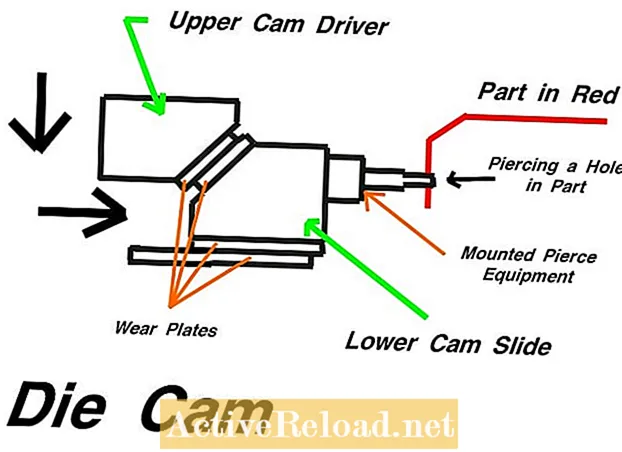
Гэта механічная прылада (см. схему ніжэй), які дазваляе аперацыю па касцюме выконваць інакш, чым прама ўверх і ўніз. Вуглавая паверхня можа быць апрацавана на паверхні плашчакі для размяшчэння кулачка, які складае палову кулачка, якая можа рухацца больш гарызантальна. Вуглавая паверхня кулачка зачыняецца на вуглавой паверхні кулачка, у выніку чаго ніжняя палова слізгае ў зададзеным кірунку. Напрыклад, пуансон, усталяваны на грані рассоўнага кулачка, можа рухацца наперад вадзіцелем кулачка, каб ён прабіў гарызантальна адтуліну ў ліставым метале.
Відавочна, што па меры таго, як тыя, хто цікавіцца распрацоўкай штампаў, вывучаюць больш дасканалыя працэсы, яны будуць падвяргацца ўсё новай тэрміналогіі. Паколькі для вырабу дэталяў патрабуецца так шмат людзей, якія займаюцца рознымі рамёствамі, ёсць магчымасць для больш амбіцыйных вывучыць не толькі слоўнікавы запас у сваёй галіне, але і ў кожным з дадатковых працэсаў.
Добра скруглены інжынер-вытворца зразумее шлях, да якога патрэбна бляха, каб дабрацца да гатовай прадукцыі. Машыны, пабудаваныя для вытворчасці гэтых дэталяў, праходзяць працэс, гэтак жа каштоўны для інжынера, які хоча весці размовы пра выраб дэталяў на ўсіх узроўнях.
Гэты артыкул дакладна і дакладна адпавядае ведам аўтара. Змест прызначаны толькі для інфармацыйных ці забаўляльных мэт і не замяняе асабістых кансультацый альбо прафесійных парад у дзелавых, фінансавых, юрыдычных і тэхнічных пытаннях.
Пытанні і адказы
Пытанне: Што такое захавальнік "Jalicoal"? Я не ўяўляю, як гэта пішацца. Ёлічка?
Адказ: Назва кампаніі - Jolico. Вы можаце знайсці і замовіць блокі іх захавальнікаў у іх кнізе стандартаў.

